Подшипники турбины обеспечивают необходимое положение вращающегося ротора относительно деталей статора и воспринимают усилия, действующие на ротор.
Радиальные нагрузки, возникающие от собственного веса ротора, его неуравновешенности и расцентровки, а также от несбалансированных сил в проточной части, воспринимают опорные подшипники. Конструкция опорных подшипников и соединение их с корпусом турбины должны обеспечивать малые радиальные зазоры в проточной части и уплотнениях.
Осевые усилия, возникающие от разности давлении на рабочих дисках, неуравновешенности осевых усилий на роторах отдельных цилиндров и т.д., воспринимаются упорным подшипником. Его конструкция также должна обеспечивать соответствующие осевые зазоры. Почти всегда упорный подшипник конструктивно совмещают с одним из опорных подшипников. Такие подшипники называются комбинированными (опорно-упорными).
В современных мощных турбинах применяются только подшипники скольжения, которые долговечны, надежны, хорошо сопротивляются статическим и динамическим нагрузкам при высоких окружных скоростях.
В качестве смазки в турбинных подшипниках в основном используется турбинное масло марки 22, получаемое из нефти. Оно обладает рядом ценных качеств, но пожароопасно. В связи с этим создаются синтетические огнестойкие жидкости, обладающие достаточными смазывающими свойствами.
Схема работы опорного подшипника показана на рис. 5.1, а конструкция – на рис.5.2 и 5.3.
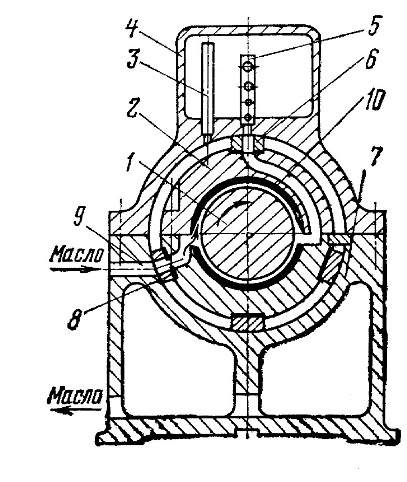
Р и с. 5.1. Схема опорного подшипника:
1 – шейка вала; 2 – вкладыш; 3 – трубопровод переливной; 4 – крышка корпуса подшипника; 5 – трубопровод с отверстиями; 6 – колодки опорные; 7 – корпус подшипника; 8 – шайба ограничительная; 9 – трубопровод подвода масла; 10 – баббитовая заливка вкладыша.
Шейка вала 1 вращается в расточке вкладыша 2, диаметр которой несколько больше диаметра шейки вала. Вкладыш, состоящий из двух половин, устанавливается в корпусе 7 на опорных колодках 6 так, чтобы оси расточки вкладыша и концевых и диафрагменных уплотнений совпадали. В расточку вкладыша по трубопроводу 9 подается масло от насоса. Между шейкой вала и расточкой вкладыша образуется масляная пленка, на которой в нормальных условиях и вращается вал. Подача масла в подшипник регулируется ограничительной шайбой 8. Отработавшее масло выдавливается через радиальный зазор между шейкой и расточкой вкладыша и стекает в корпус подшипника, откуда по сливному маслопроводу стекает в масляный бак.
На крышке 4 корпуса подшипника установлен аварийный бачок. При нормальной работе турбины масло из зазора между шейкой и вкладышем по трубе 5 поступает в аварийный бачок. Избыток масла через переливной трубопровод 3 может сливаться в корпус подшипника. В случае прекращения подачи масла в подшипник (например при разрыве напорного маслопровода) система защиты турбогенератора отключает его от сети и прекращает подачу пара в турбину. Частота вращения ротора уменьшится, и подача масла будет производиться из аварийного бачка по трубопроводу 5 через отверстия, специальным образом расположенные в нем.
Принцип работы опорного подшипника сводится к следующему: неподвижная шейка вала опирается на расточку вкладыша в нижней точке или на некоторую поверхность вкладыша вблизи нижней образующей. Если через подшипник организовать непрерывный проток масла и медленно вращать вал, то вал начнет периодически накатываться на расточку вкладыша подшипника и соскальзывать с нее в нижнее положение. Между шейкой вала и расточкой именно в этот период работы будет существовать полусухое (полужидкое) трение. Для его уменьшения расточку вкладыша покрывают антифрикционным сплавом (баббитом).
При увеличении частоты вращения вала шейка его будет все сильнее увлекать под себя прилипающий к ней слой масла, и в некоторый момент времени произойдет ее всплытие; между шейкой вала и расточкой появится устойчивый масляный слой.
Надежная работа опорного подшипника при минимуме расхода энергии на трение может быть обеспечена только при условии правильного выполнения шейки, расточки, а также при оптимальном расходе масла.
Расчеты и опыт эксплуатации показывают, что нормальную работу вкладыша обеспечивают минимальная толщина масляной пленки, примерно 20 мкм. При этом диаметральный зазор в подшипнике должен быть равен 0,002-0,04 диаметра шейки вала.
Большое влияние на характеристики подшипника оказывает форма расточки вкладыша, причем наиболее употребительными являются цилиндрическая и овальная («лимонная»).
При овальной расточке масляный клин возникает не только в нижней части вкладыша, но и в верхней. В этом случае сила давления на верхнюю часть шейки вала препятствует развитию интенсивных колебаний вала.
Конструкция опорного подшипника турбины ВК-50-1 ЛМЗ показана на рис. 5.2. Чугунный с баббитовой заливкой подшипник состоит из двух половин 1 и 3, связанных между собой болтами 2 и «замком», препятствующим поперечному перемещению верхней половины подшипника относительно нижней.
Радиальное усилие от ротора к корпусу подшипника передается через масляный клин (образующийся при вращении ротора с рабочей частотой в зазоре между шейкой вала и баббитовой заливкой вкладыша), сам вкладыш 1, 3 и его опорные колодки 4.
Вкладыш удерживается от вращения и сдвига в продольном направлении (по оси) стопорной планкой 10, вложенной в специальное гнездо в корпусе подшипника.
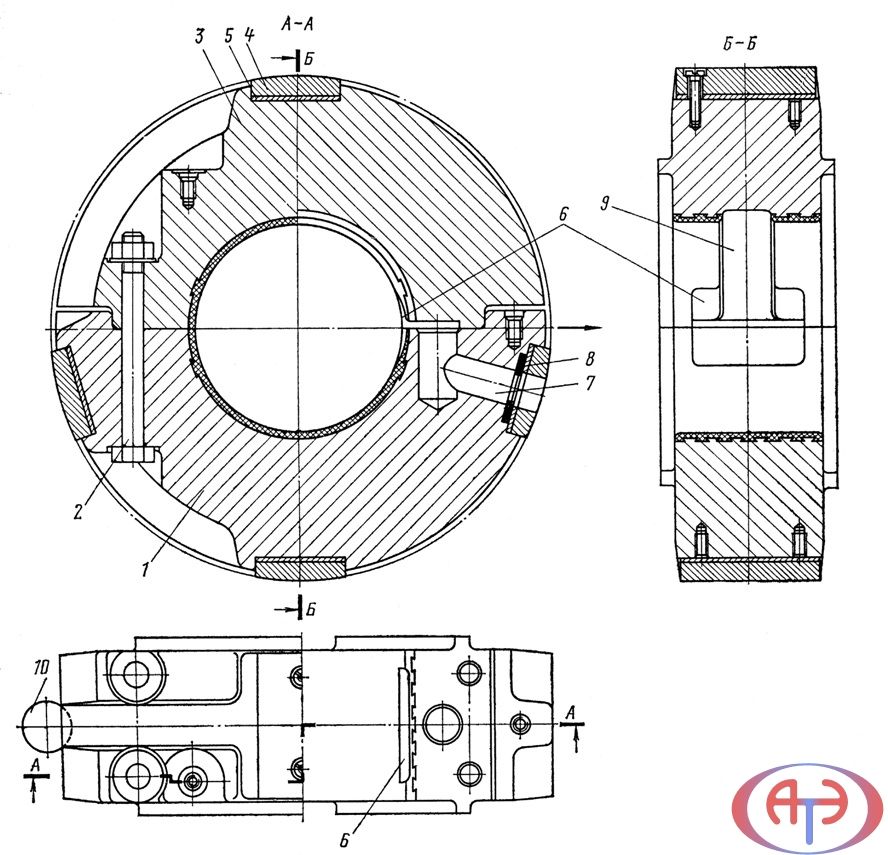
Р и с. 5.2. Опорный подшипник турбины ВК-50 ЛМЗ:
1 и 3 – нижняя и верхняя половины вкладыша; 2 – болты, соединяющие половины вкладыша; 4 – колодки опорные; 5 – прокладки регулировочные; 6 – выборка во вкладыше; 7 – канал для подачи масла; 8 – диафрагма регулирующая; 9 – канавка маслораздаточная; 10 – стопорные планки, исключающие проворот вкладыша.
Подшипники предназначены для работы исключительно в условиях жидкостного трения.
Масло для смазки и охлаждения подается под давлением 0,4-0,5 ати при температуре 40- 45°С через нижнюю половину подшипника около горизонтального разъема так, чтобы захваченное вращением вала оно сначала прошло между валом и верхней половиной и затем между валом и нижней половиной вкладыша. В нижней половине вкладыша на поверхности баббита не допускаются неровности или канавки.
В верхней половине подшипника для уменьшения потерь трения и облегчения циркуляции масла сделано углубление, расширяющееся с обеих сторон у разъема, для того чтобы обеспечить распределение масла по всей длине подшипника.
Масло вытекает с обоих торцов подшипника через зазоры вокруг шейки ротора, собирается в корпусе подшипника и возвращается в масляный бак по сливному маслопроводу.
Со стороны подшипника, обращенной к цилиндру, расположено уплотнение для предотвращения выбивания масла из корпуса подшипника.
У опорных подшипников, расположенных возле гибких муфт, нуждающихся в подводе смазки, у разъема подшипника со стороны муфты делается сквозная небольшая канавка, для того чтобы струя выходящего из нее масла попадала в специальную захватывающую выточку на торце муфты (рис.4.2).
Количество подаваемого на подшипник масла дозируется с помощью отверстия в диафрагме 8 таким образом, чтобы нагрев его (разница между температурой выходящего и поступающего масла) не превышал 12-15° С.
Для правильной радиальной установки вкладыша в расточке корпуса подшипника (и тем самым для центровки вала в радиальном направлении) служат четыре установочных подушки 4 (три в нижней половине вкладыша, одна – в верхней). Между подушками и вкладышем прокладываются тонкие стальные прокладки 5, подбором которых и достигается необходимое радиальное положение вкладыша. Не допускается применение большого числа тонких прокладок, а также прокладок не из стали.
Если во время центровок под подушки было положено несколько прокладок, то перед закрытием подшипника пакет прокладок заменяется двумятремя прокладками той же общей толщины, причем наиболее тонкая прокладка не должна быть менее 0,5 мм.
Вкладыш должен быть плотно пригнан к расточке корпуса подшипника. Для этого необходимо, чтобы три подушки нижней половины вкладыша одновременно касались расточки корпуса подшипника, а подушка верхней половины была прижата крышкой корпуса подшипника. Необходимо при сборке убедиться, что нижняя половина вкладыша действительно лежит на трех подушках.
Можно обеспечить плотную посадку вкладыша в расточке корпуса подшипника следующим приемом. Убедившись в одновременном касании трех подушек, толщину прокладок под нижней подушкой уменьшают на 0,05-0,07 мм, вследствие чего вкладыш будет надежно оперт на двух боковых подушках, а нижняя подушка коснется расточки корпуса подшипника после нагружения вкладыша весом вала и обжатия крышки корпуса подшипника.
Не допускается уменьшение толщины прокладок под нижней подушкой больше, чем на указанную величину 0,05-0,07 мм, так как в противном случае при нагружении вкладыша и обжатии крышки вкладыш под давлением боковых колодок может получить деформацию.
Крышка корпуса подшипника ставится по отношению к вкладышу с натягом 0,15–0,20 мм. Необходимая для этого толщина прокладок под верхней подушкой вкладыша определяется с помощью обжатия крышкой свинцовых проволок, подкладываемых на разъем корпуса подшипника возле вкладыша и на верхнюю подушку. По разнице в толщине проволочек на разъеме и на подушке, сплющенных в результате обжатия, оценивают необходимое изменение толщин прокладок под верхней подушкой для достижения вышеуказанного натяга.
Важнейшими условиями для нормальной работы опорных подшипников являются соблюдение правильных зазоров между валом и вкладышами и надлежащие форма и состояние опорной поверхности (баббитовой заливки).
Для подшипников турбин ЛМЗ принята «овальная» форма расточки, характеризуемая тем, что зазоры с боков между валом и баббитовой заливкой (по горизонтальной оси) примерно в два раза больше, чем зазор вверху (по вертикальной оси). При этом поверхности верхней и нижней половин вкладыша должны быть строго цилиндрическими, полученными только путем точения, без всякой пришабровки к поверхности вала по дуге 60°, как это практиковалось ранее на турбинах малых параметров.
Для соблюдения вышеуказанных требований обработку вкладышей после заливки необходимо производить следующим образом:
- После заливки обеих половин вкладыша их пригоняют по стыку до плотного прилегания во внутренней плоскости «замка», совпадающей с разъемом. Внешние части «замка» имеют зазор около 1 мм между нижней и верхней половинами вкладыша.
- В разъем между половинами вкладыша ставят прокладки из калиброванной стали толщиной h=0.85 мм. Прокладки не должны иметь заусенцев по краям.
- Собранный с прокладками вкладыш центруют на станке таким образом, чтобы ось расточки совпала с осью вкладыша, собранного без прокладок. Для этого необходимо, чтобы ось расточки проходила по середине толщины прокладки.
- Производится расточка вкладыша по диаметру шейки вала, с тем чтобы после удаления прокладок зазор вверху составлял 0.35…0.4 мм, а зазор с боков – по 0.6…0.65 мм на сторону.
- Чистовую обработку поверхности следует производить резцом с радиусом закругления около 4 мм. Режущая кромка резца не должна иметь заусенцев. При последнем проходе надо снимать слой баббита толщиной не более 0,5 мм при подаче резца 0,1 мм за оборот и скорости вращения около 30-40 об/мин.
Отверстие вкладыша, обработанного указанным путем, после удаления прокладок принимает правильную овальную форму, обеспечивающую требуемый зазор по всей окружности вала. Поверхность баббита не нуждается более в шабровке, за исключением тех случаев, когда необходимо исправить поверхность у концов вкладыша, если вал не лежит по всей длине шейки. Последний недостаток исключается, если вкладыш правильно установлен на станке и ось расточки совпадает с осью цилиндрической поверхности, по которой должны быть обработаны опорные подушки.
Заливка вкладыша производится баббитом марки Б-83 следующего состава: 11-12% сурьмы; 5-6 % меди, остальное – олово. Общее количество примесей – менее 0,3 %; количество каждой примеси в отдельности – менее 0,1%, причем свинца-до 0,3%.
В целях экономии дефицитного баббита марки Б-83 завод разрешает производить заливку верхних половин вкладышей баббитом марки Б-16, состоящим из 15-16,5% сурьмы, 2,5-3% меди, 15-16% олова, остальное– свинца. Количество каждой примеси в отдельности – менее 0,1%; содержание олова не должно превышать содержания сурьмы.
Для контроля износа вкладышей применяются скобы, которые устанавливаются во время ревизии на нижней половине корпуса подшипника. Зазор между шейкой ротора и выступом скобы набивается на скобе при окончательной сборке турбины. По изменению зазора в эксплуатации можно судить об износе баббитовой заливки вкладыша, если нет набоя у подушек или у прокладок под подушками.
При очень больших мощностях турбин овальная форма расточки не всегда может обеспечить достаточную виброустойчивость. Более совершенным типом таких подшипников является так называемый сегментный (многоклиновый) подшипник, изображенный на рис.5.3. Шейка вала помещается между сегментами (колодками), каждый из которых может поворачиваться вокруг ребра качания. К колодке подводится масло, чем и обеспечивается создание масляного клина. Шейка вала, таким образом, как бы удерживается в центре с помощью клиньев, препятствующих неустойчивому вращению вала.
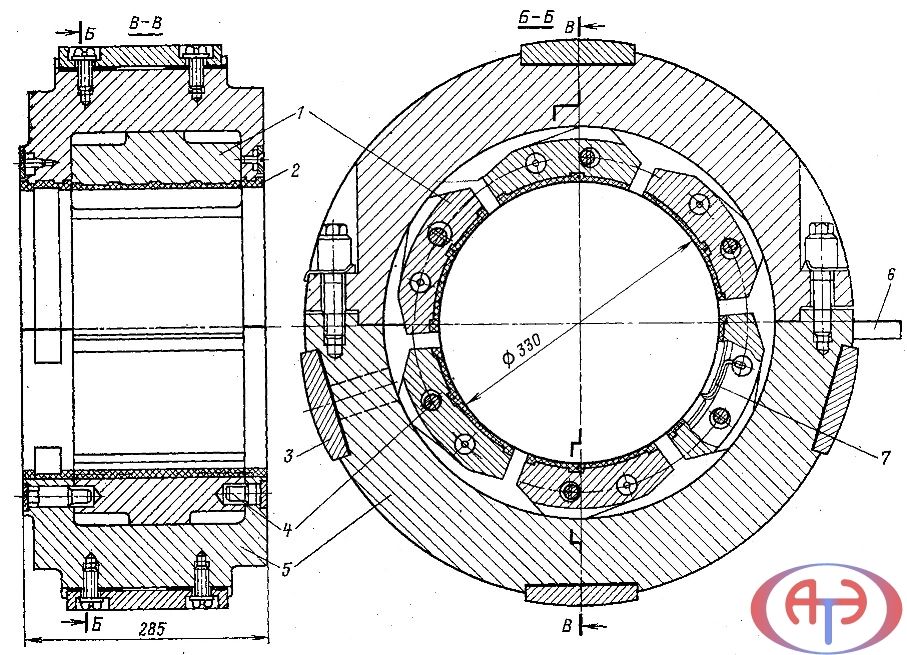
Р и с. 5.3. Сегментный подшипник ЛМЗ:
1 – сегменты; 2 – уплотнение; 3 – установочные колодки; 4 – штифты; 5 – вкладыш; 6 – стопорная шайба; 7 – термопара.
На рис. 5.3 показана конструкция сегментного подшипника, используемого ЛМЗ для мощных турбин. На штифтах свободно установлены шесть опорных сегментов. В рабочем состоянии сегменты опираются на внутреннюю поверхность вкладыша и поворачиваются вокруг точки опоры до тех пор, пока равнодействующая сил давления со стороны ротора на сегмент не пройдет через точку опоры. Каждая колодка снабжена термопарой для измерения ее температуры. Опорные колодки служат для установки вкладыша в корпусе подшипника.
Для опорных подшипников с малыми радиальными зазорами, например сегментных, работа в условиях полусухого трения, даже при баббитовой заливке, недопустима из-за ее быстрого износа. Поэтому под шейки вала через отверстие в нижней половине вкладыша подается масло под большим давлением, в результате чего происходит всплытие вала на 40-60 мкм при трогании вала и малой частоте вращения.
| 
 +7 (846) 243-23-70
+7 (846) 243-23-70